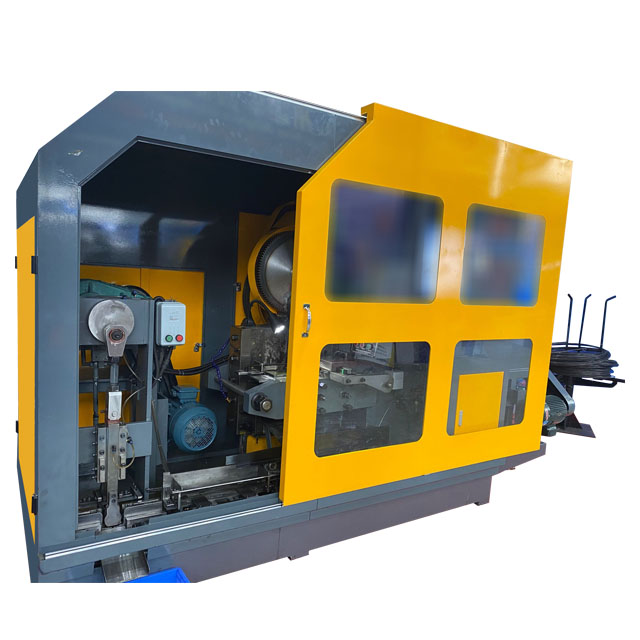



आपूर्तिकर्ता Ronen® बाट 11b 6 स्टेशन नट पूर्व मेसिनमा छवटा चरणहरू हुन्छन्: तार काट्ने, बाहिर निकाल्ने, हेक्सागन आकार दिने, पंचिंग, किनारा ट्रिमिङ र अन्तिम पालिसिङ। विभिन्न उपकरणहरू बीच कच्चा माल सार्न आवश्यक छैन। मेसिन स्वचालित रूपमा चल्छ र निरन्तर पर्यवेक्षण आवश्यक पर्दैन।
11b 6 स्टेशन नट पूर्व मेसिनले लगातार छवटा वर्कस्टेशनहरू मार्फत स्टिलको तारलाई समाप्त नटहरूमा प्रशोधन गर्छ। यसले कच्चा तार सामग्री काट्छ र बिस्तारै यसलाई अपसेट गर्ने, आकार दिने र ट्याप गर्ने जस्ता प्रक्रियाहरू मार्फत बनाउँछ। यो निरन्तर प्रक्रिया एक स्वचालित चक्र भित्र पूरा गर्न सकिन्छ।
नट फोर्मर मेसिनले आफ्ना छ वटा स्टेशनहरूको लागि कार्य असाइनमेन्टहरू तय गरेको छ: खाना खुवाउने र काट्नको लागि पहिलो स्टेशन, गोल आकारमा पूर्व झुकाउनको लागि दोस्रो स्टेशन, भित्री गुहा प्रोटोटाइप बनाउनको लागि तेस्रो स्टेशन, आकार समाप्त गर्न चौथो स्टेशन, भित्री प्वाल र बाहिरी किनारा च्याम्फरिंगको लागि 5 औं स्टेशन, अन्तिमको लागि 6 स्टेशन।
11b 6 स्टेशन नट पूर्व मेसिन सञ्चालन गर्दा, पहिलो चरण तार कोइल लोड गर्न हो। मेसिनले स्वचालित रूपमा तार फिड गर्छ, यसलाई लम्बाइ अनुसार काट्छ, र सबै छवटा गठन स्टेशनहरू मार्फत खाली स्थानान्तरण गर्दछ। प्रत्येक स्टेशनले बिस्तारै पूर्ण नट ज्यामितिलाई आकार दिँदै, एक विशेष गठन सञ्चालन गर्दछ।
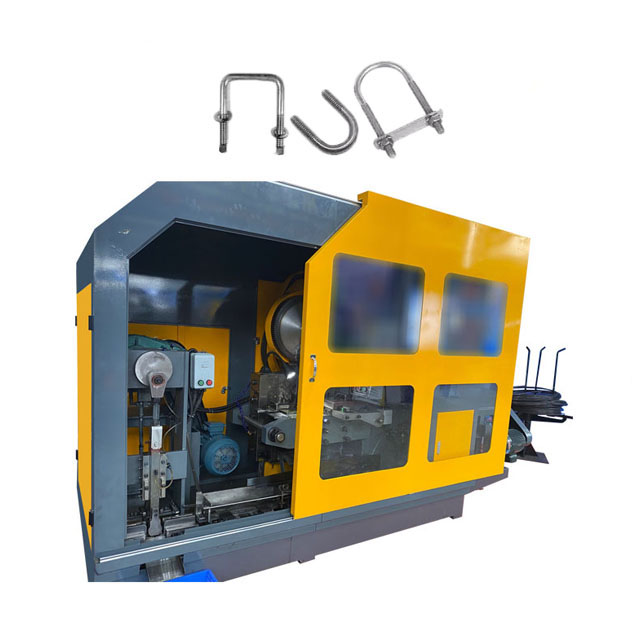
नट फॉर्मर मेसिनले कोठाको तापक्रममा नटलाई आकार दिन कोल्ड फोर्जिङ प्रविधि प्रयोग गर्छ। यस प्रक्रियाले धातु सामग्रीको बललाई प्रभावकारी रूपमा बढाउनको लागि कार्य कठोर प्रविधि प्रयोग गर्दछ जबकि सामग्रीको फोहोरलाई न्यूनतममा राख्छ। यो मेसिनमा लचिलो कार्यहरू छन् र विभिन्न प्रकारका नटहरूको उत्पादनलाई समर्थन गर्दछ। यसले सामान्य प्रकारहरू जस्तै हेक्सागोनल नट र फ्ल्यान्ज नटहरू प्रशोधन गर्न सक्छ, र विभिन्न उपयोग आवश्यकताहरू कभर गर्न विशेष आकारको नटहरूको उत्पादनलाई पनि अनुकूलित गर्न सक्छ।
| निर्दिष्टीकरण | एकाइ | 11B | 14B | 17B | १९ ख | 24B | २७ ख | 30B | 33B | 36B | ४१बी |
| फोर्जिङ स्टेशन | छैन। | 6S/7S | 6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
| अधिकतम कट-अफ Dia | mm | 11 | 15 | 17 | 19 | 24 | 28 | 30 | 33 | 36 | 41 |
| किक-आउट लम्बाइ | mm | २०/३०/४० | २०/३०/४० | २५/४०/६० | २५/३०/४०/६०/८० | ३०/६०/८० | ३०/४०/६०/८० | ३०/४०/६०/८० | 40/60/80/100 | ५०/६०/८०/१०० | ५०/६०/८०/१०० |
| पिच मर्छन् | mm | 50 | 60 | 70 | 80 | 100 | 110 | 120 | 140 | 150 | 165 |
| फोर्जिङ पावर | टन | 60 | 90 | 110 | 135 | 230 | 260 | 300 | 360 | 420 | 650 |
| उत्पादन |
|
M3-M6 | M6-M10 | M8-M12 | M8-M14 | M10-M18 | M12-M18 | M14-M20 | M16-M22 | M18-M24 | M20-M27 |
| आउटपुट | मिनेट/pcs | 250 | 180 | 150 | 140 | 70 | 60 | 60 | 90 | 80 | 70 |
| मुख्य मोटर | Hp | 15 | 20 | 30 | 50 | 75 | 100 | 125 | 150 | 250 | 350 |
| स्नेहन मोटर | Hp | 1.5 | 1.5 | 1.5 | १.५+३ | १.५+३ |
१.५+३ |
१.५+३ |
१.५+३ |
१.५+३ |
१.५+३ |
| लुब्रिकेन्ट | L | 700 | 1000 | 1100 | 1200 | 1700 | 2300 | 2000 | 2400 | 2400 | 2400 |
| लगभग वजन | टन | 4.5 | 8 | 11 | 14 | 25 | 38 | 42 | 45 | 70 | 73 |
11b 6 स्टेशन नट भूतपूर्व मेसिनको बिक्री बिन्दु "फोहोर बिना पर्याप्त" हो, र यो सानो र मध्यम आकारको ब्याच अर्डरहरूको लागि उपयुक्त छ। यदि तपाइँ निर्दिष्टीकरणहरू परिवर्तन गर्न चाहनुहुन्छ भने, तपाइँले प्रत्येक कार्यस्थानमा मोल्डहरू र काट्ने लम्बाइहरू समायोजन गर्न आवश्यक छ। विशेष प्राविधिकको लागि कुर्नु आवश्यक छैन। यसबाहेक, चिसो हेडिङ गठनमा, त्यहाँ कुनै अपशिष्ट छैन। एकल तारको उपयोग दर 95% भन्दा बढी पुग्न सक्छ, जुन काटन प्रशोधन भन्दा बढी सामग्री-कुशल छ।