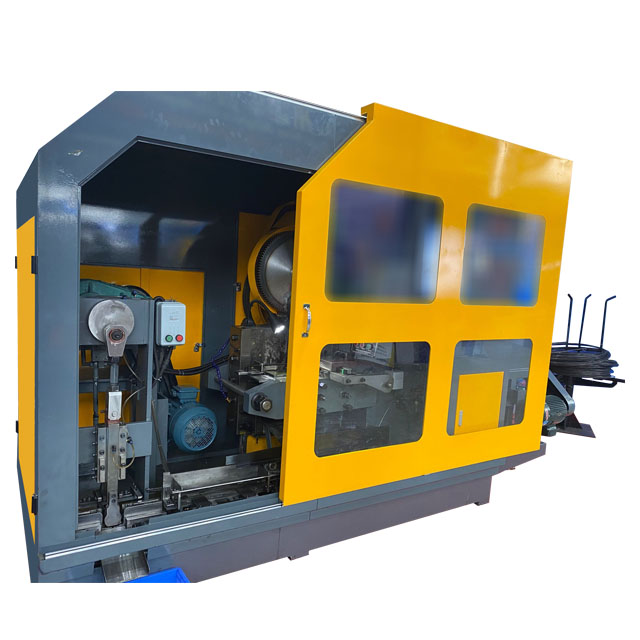



Ronen®6 स्टेशन नट पूर्व बनाउने मेसिनले छवटा चरणहरूमा खाली ठाउँहरू आकार दिन्छ: तार काट्ने, अपसेट गर्ने, प्रारम्भिक गठन, हेक्सागोनल गठन, ट्रिमिङ, अन्तिम पालिसिङ। मोल्डहरू बीच खाली ठाउँहरू सार्न आवश्यक छैन; अपरेटरहरूले निरन्तर निगरानी गर्दैनन्—सप्लायरको लागि आदर्श।
6 स्टेशन नट पूर्व मेकिंग मेसिनले धातुको तारलाई नट खाली ठाउँमा बिस्तारै रूपान्तरण गर्न लगातार छवटा चिसो एक्स्ट्रुजन स्टेशनहरू प्रयोग गर्दछ। प्रत्येक कार्यस्थानमा मोल्डहरू स्वतन्त्र छन्। यदि एउटा मोल्ड बिग्रन्छ भने, पूरै सेटको सट्टा त्यसलाई बदल्नुहोस्। यसले मोल्डमा धेरै पैसा बचत गर्न सक्छ।
नट फॉर्मर मेकिंग मेसिनले छ चरणमा नट उत्पादन गर्छ। पहिले, एउटा स्टिलको तार काटिन्छ, र त्यसपछि यसलाई प्रत्येक कार्यस्थानमा पठाइन्छ। विभिन्न उपकरणहरूले खालीलाई आकार दिन्छ, यसलाई हेक्सागनमा बनाउँदछ, प्वालहरू र धागो बनाउँदछ, र अन्तमा एक साधारण ब्लक जस्तो भागलाई समाप्त नटमा रूपान्तरण गर्दछ। कुनै म्यानुअल हस्तक्षेप आवश्यक छैन।
6 स्टेशन नट पूर्व बनाउने मेसिनले चिसो फोर्जिङ प्रक्रिया प्रयोग गर्दछ, जसले धातुलाई तताउने आवश्यकता बिना नै आकार दिन सक्षम बनाउँछ। यो प्रक्रियाले नटलाई अझ बलियो बनाउँछ र ऊर्जा खपत कम गर्छ। किनकी यसले धातुलाई काट्नुको सट्टा बदलेर नटहरू बनाउँछ, उत्पन्न हुने फोहोरको मात्रा पनि धेरै कम हुन्छ।
नट फॉर्मर मेकिंग मेसिनको मर्मतमा सामान्यतया पंच र मोल्ड समावेश हुन्छ। यी कम्पोनेन्टहरू धातु बन्ने क्रममा उच्च दबाबको कारणले बाहिर जान्छ र नियमित रूपमा प्रतिस्थापन गर्न आवश्यक छ। स्थिर र उच्च गुणस्तर नट उत्पादन गर्न, यो राम्रो अवस्थामा मोल्ड राख्न आवश्यक छ।
| निर्दिष्टीकरण | एकाइ | 11B | 14B | 17B | १९ ख | 24B | २७ ख | 30B | 33B | 36B | ४१बी |
| फोर्जिङ स्टेशन | छैन। | 6S/7S | 6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
| अधिकतम कट-अफ Dia | mm | 11 | 15 | 17 | 19 | 24 | 27 | 30 | 33 | 36 | 41 |
| किक-आउट लम्बाइ | mm | २०/३०/४० | २०/३०/४० | २५/४०/६० | २५/३०/४०/६०/८० | ३०/६०/८० | ३०/४०/६०/८० | ३०/४०/६०/८० | 40/60/80/100 | ५०/६०/८०/१०० | ५०/६०/८०/१०० |
| पिच मर्छन् | mm | 50 | 60 | 70 | 80 | 100 | 110 | 120 | 140 | 150 | 160 |
| फोर्जिङ पावर | टन | 60 | 90 | 110 | 135 | 230 | 260 | 300 | 360 | 420 | 650 |
| उत्पादन आकार |
|
M3-M6 | M6-M10 | M8-M12 | M8-M14 | M10-M18 | M12-M18 | M14-M20 | M16-M22 | M18-M24 | M20-M27 |
| आउटपुट | मिनेट/pcs | 250 | 180 | 150 | 140 | 70 | 60 | 60 | 90 | 80 | 70 |
| मुख्य मोटर | Hp | 15 | 20 | 30 | 50 | 75 | 100 | 125 | 150 | 250 | 350 |
| स्नेहन मोटर | Hp | 1.5 | 1.5 | 1.5 | १.५+३ | १.५+३ |
१.५+३ |
१.५+३ |
१.५+३ |
१.५+३ |
१.५+३ |
| लुब्रिकेन्ट | L | 700 | 1000 | 1100 | 1200 | 1700 | 2300 | 2000 | 2400 | 2400 | 2400 |
| लगभग वजन | टन | 4.5 | 8 | 11 | 14 | 25 | 38 | 42 | 45 | 70 | 73 |
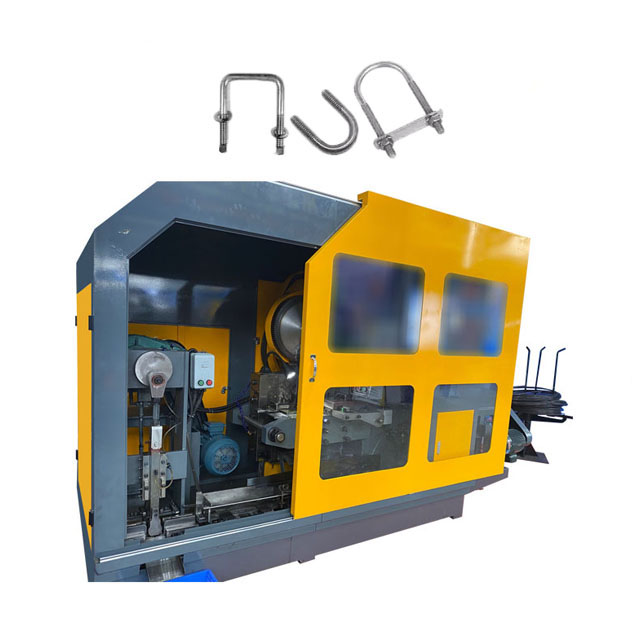
6 स्टेशन नट पूर्व मेकिंग मेसिनको बिक्री बिन्दु "मल्टी-स्टेसन फिनिशिंग" हो, जसले यसलाई थप प्रक्रियाहरूको आवश्यकता बिना अलि बढी जटिल नटहरू उत्पादन गर्न सक्षम बनाउँछ। उदाहरणका लागि, साना पाइलाहरू भएका नटहरू, र किनारहरूमा एन्टि-स्लिप ढाँचाहरू भएका नटहरू। हेक्सागोनल नटको विपरित पक्षहरूको लम्बाइ ०.०६ मिलिमिटरको त्रुटि भित्र नियन्त्रण गर्न सकिन्छ, र बोल्ट कस्दा यो अड्किने छैन।