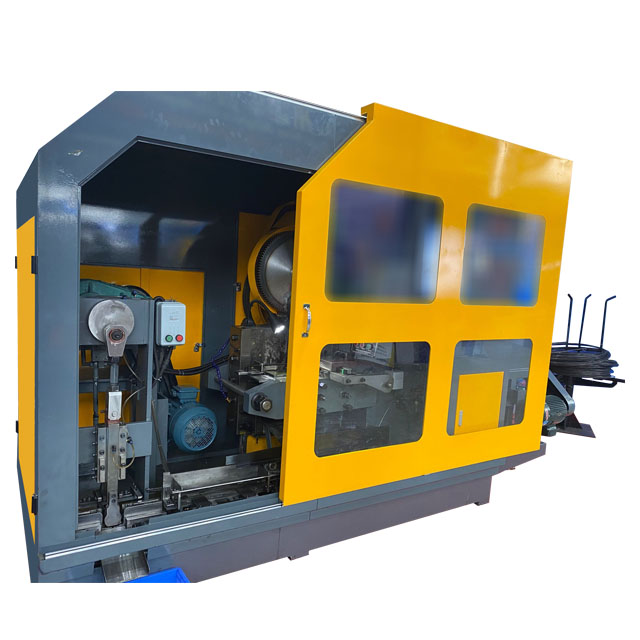





Ronen® स्वचालित 2 डाइट 2 ड्दा बोल्ट बोल्ट कमान्ड धेरै निर्माताहरूले मन पराउँछन्। यसले दुई चरणमा बोल्ट खाली गर्दछ। पहिलो मोल्डको शिरको प्रारम्भिक आकार फार्म गर्दछ, जबकि दोस्रो मोल्ड अन्तिम आकारको हुन्छ। तिनीहरूलाई अलग रूपमा प्रयोग गर्नु आवश्यक छैन। कच्चा मालहरू निरन्तर पर्यवेक्षण बिना उत्पादन गर्न सकिन्छ।
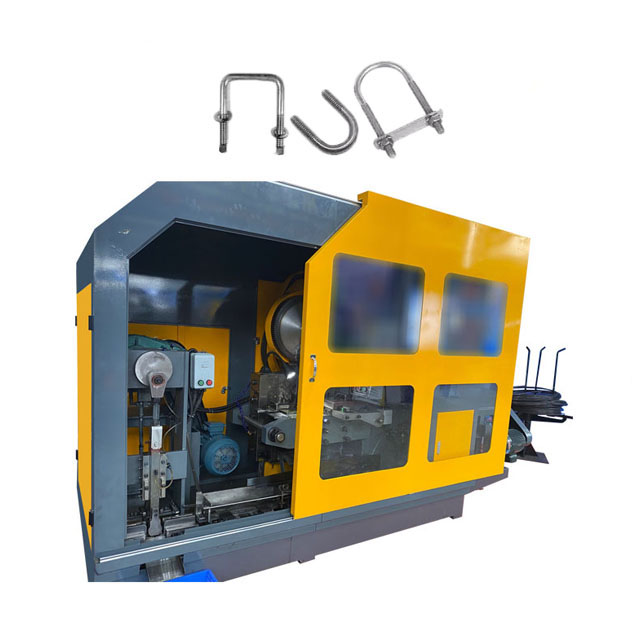
"स्वचालित 2 डाइट 2 ड्र्याक बोल्ट कमाण्ड मेशिन" एक पूर्ण स्वचालित दुई-मोल्ड दुई-फ्लो-फ्लो-फ्लोर बोल्ट गठन मेसिन हो, विशेष गरी बोल्ट खाली स्थानको लागि डिजाइन गरिएको छ। यसले डिबनल स्टिल र स्टेनलेस स्टीललगायत to देखि 12 मिलिमिटरबाट व्याकुल सामग्रीको साथ तार सामग्रीहरू सम्हाल्न सक्छ।
स्वचालित 2 डाइभ 2 ड्दा बोल्ट बोल्ट मेसिन चिसो हेडिंग मेसिनको विशेष प्रकार हो। यसले बोल्टको टाउकोमा दुईवटा टिकटका दुई स्ट्याम्पिंग प्रक्रियाहरू सञ्चालन गरेर दुई अलगको दिनमा खाली प्रक्रियाहरू सञ्चालन गरेर। पहिलो स्ट्याम्पिले पहिलो मर्नमा अप्ठ्यारो प्रक्रिया सुरु गर्दछ, धातुलाई जम्मा गर्न धातुको कारण दिन्छ। दोस्रो टिकटले बोल्ट टाउको आकारको अन्तिम गठन पूरा गर्यो जुन दोस्रोको मृत्यु भएको थियो। एकल टिकट मेसिनको तुलनामा, यो दुई-चरण प्रक्रियाले बढी जटिल वा ठूलो बोल्ट टाउको उत्पादन गर्न सक्दछ।
बोल्ट बनाउने मेशीन कोइलबाट तारबाट सुरु हुन्छ। स्वत: फिडररले कुनै पनि झुकाव हटाउन असन्तुष्ट मेशिन मार्फत तारहरूलाई मार्गदर्शन गर्दछ। त्यसो भए, काट्ने संयन्त्रले सटीक ब्लाकमा तारलाई काट्छ। यी खाली ठाउँहरू तुरुन्तै पहिलो अप्ठ्यारोमा मर्दछ। ब्लेड को एक समान लम्बाई दुई टिकट प्रक्रियाहरु मा धातु को उपयुक्त रकमको लागि महत्वपूर्ण छ।
स्वचालित 2 ड्दा 2 मा 2 झटका बोल्ट कमाण्ड मेसिन, कटनको खाली ठाउँहरू पहिलो मर्न मा खुवाइन्छ। पहिलो पंडले खाली ठाउँको अन्त्य प्रहार गर्दछ, यसलाई प्रारम्भिक आकारमा सफा गर्दै, सामान्यतया एक साधारण शंखी वा बेलनाकार फारम। यो "पूर्व-गठन" स्टेज जम्मा र धातु पुन: वितरण गर्दछ, यसलाई अन्तिम टाउकोमा अन्तिम टाउकोको गठन गर्न सजिलो बनाउँदछ।
| नमुना | इकाइ | Rnbf-63 63s | Rnbf-833s | Rnbf-83s3sl | Rnbf-103s | Rnbf-103l | Rnbf-133s। | Rnbf-133s3sl | Rnbf-133l |
| जानाजानी स्टेशन | होइन। | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
| फाउजिष्टर बल | किलो | 35.000 | 60.000 | 60.000 | 80.000 | 80.000 | 115.000 | 120.000 | 120.000 |
| Max.cut-up डाय | mm | ∅ |
∅10 |
∅10 |
∅12 |
∅12 |
∅∅5 |
∅∅5 |
∅∅5 |
| अधिकतम .cur-up लम्बाई | mm | 80 | 80 | 115 | 135 | 185 | 145 | 190 | 265 |
| आउटपुट दर | pcs / मिनेट | 1 1500-2400 | 1 1300-200 | 120-110 | 100-1600 | 85-1400 | 90-160 | -0-120 | -11-100 |
| P.k.o.stroke | mm | 12 | 15 | 18 | 30 | 30 | 30 | 40 | 40 |
| K.o.stroke | mm | 70 | 70 | 92 | 118 | 160 | 110 | 175 | 225 |
| मुख्य राम स्ट्रोक | mm | 110 | 110 | 160 | 190 | 262 | 190 | 270 | 380 |
| मुख्य मोटर शक्ति | किलो | 11 | 15 | 18.5 | 22 | 22 | 30 | 37 | 37 |
| समग्र VINS। मर्न काटियो | mm | ∅ 30x455l |
∅35x50L |
∅35x50L |
∅45x59l |
∅45x59l |
∅63x69l |
∅63x69l |
∅63x69l |
| समग्र VINS। पंचको मृत्यु | mm | ∅40x90l |
∅45x90l |
∅45x125l |
∅53X115l |
∅53X115l |
∅60x130l |
∅60x130l |
∅60x229l |
| समग्र VINS। मुख्य मरेको | mm | ∅55550x85l |
∅60x85l |
∅60x130l |
∅75x135l |
∅75x185l |
∅864x135l |
∅864x190l |
∅86x305l |
| मर्ने पिच | mm | 60 | 70 | 70 | 90 | 94 | 110 | 110 | 110 |
| लगभग। | ओजनको नाप | 6.5 | 11.5 | 12 | 15 | 19.5 | 20 | 26 | 31 |
| लागू बीटल डाय | mm | 3-6 | --8 | -10-10 | -10-10 | -12-12 .. | -12-12 .. | -12-12 .. | -12-12 .. |
| खाली को शंक लम्बाई | mm | 10--65 | 10--65 | 1--90 0 | 1-11-110 | 20-1222 | 20-100 | 20-1-160 | -0-220 |
| समग्र VIS | mm | 00 5300 * 29 00 * 2300 | 6000 * 00100 * 2500 | 00 6500 * 00100 * 2500 | 00 7400 * 00 3500 * 2 2800 | 00 0000 * 00 3400 * 29900 | 00 7400 * 00 3500 * 2 2800 | 100000 * 36 3690 * 2900 | 10000 * 36 369000 * 0000 * |
स्वचालित 2 डाइट 2 ड्र्याट बोल्ट बनाउने मेशीनहरू यसको पूर्ण स्वचालित र उच्च दक्षता हुन्। सामग्रीलाई काट्न र गठन गर्न सामग्रीको खुवाउँदा कुनै मानव हस्तक्षेप आवश्यक पर्दैन। कामदारहरूले केवल तारलाई खुवाउने र्याकमा राख्नुपर्दछ र प्यारामिटरहरू सेट गर्छन्। हेड गठन एक अर्काको एक विकपनको समयमा केहि नियमित र कुनै त्रुटि छैन।