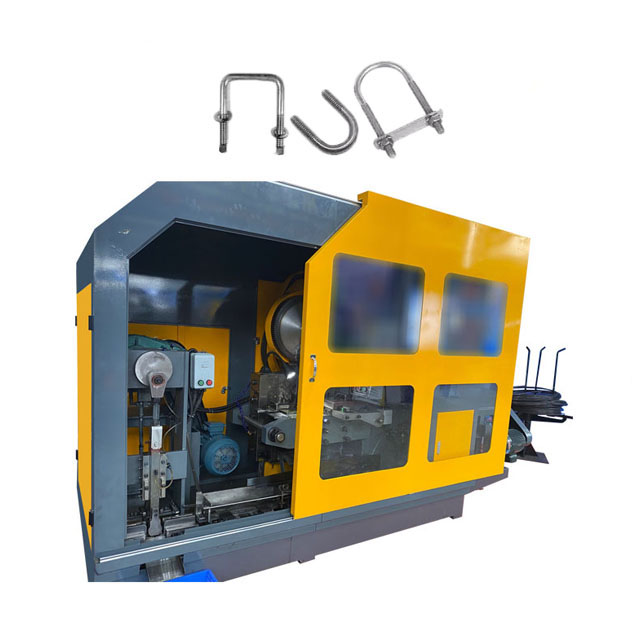
कोठाको तापक्रममा बार वा तारको माथिल्लो भागलाई रफ गर्ने फोर्जिङ विधि। चिसो हेडिङ मुख्यतया बोल्ट, नट, नेल, रिभेट्स र स्टिल बल जस्ता भागहरू निर्माण गर्न प्रयोग गरिन्छ। फोर्जिङ सामग्री तामा, आल्मुनियम, कार्बन स्टील, मिश्र धातु, स्टेनलेस स्टील, र टाइटेनियम मिश्र धातु हुन सक्छ, 80-90% को सामग्री उपयोग दर संग।
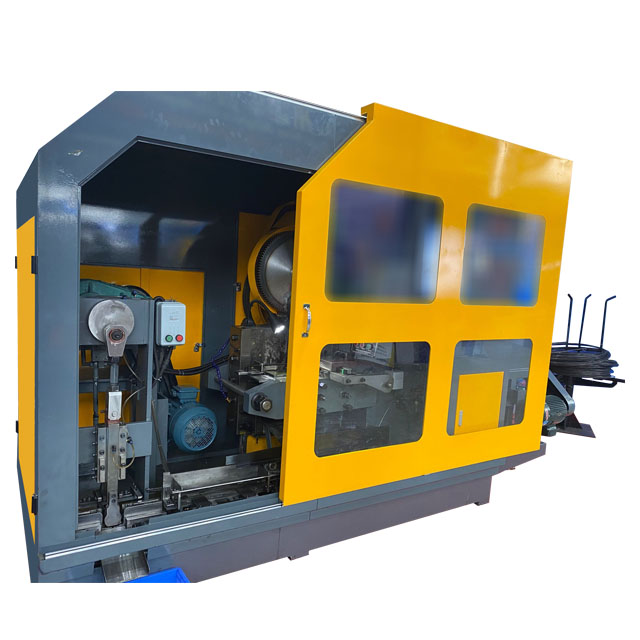
चिसो हेडिङनिरन्तर, बहु-स्टेशन, र स्वचालित उत्पादनको सुविधा प्रदान गर्दै प्रायः विशेष चिसो हेडिङ मेसिनहरूमा गरिन्छ। चिसो हेडिङ मेसिनमा, क्रमिक रूपमा काट्ने, हेडिङ, संचय, गठन, च्याम्फरिङ, तार रोलिङ, व्यास घटाउने, र किनारा काट्ने जस्ता प्रक्रियाहरू पूरा गर्न सम्भव छ। उच्च उत्पादन दक्षता, 300 टुक्रा / मिनेट वा बढी सम्म, चिसो हेडिङ workpieces को लागि 48 मिलिमिटर को अधिकतम व्यास संग। चित्र १ मा चिसो हेडिङ बोल्ट प्रक्रियाको योजनाबद्ध रेखाचित्र चिसो हेडिङ बोल्टको लागि एक विशिष्ट प्रक्रिया हो। चित्र २ मा देखाइएको बहु-स्टेशन नट स्वचालित चिसो हेडिङ मेसिन एक बहु-स्टेशन नट स्वचालित चिसो हेडिङ मेसिन हो। बार सामग्री स्वचालित रूपमा एक निश्चित लम्बाइमा खुवाउने संयन्त्रद्वारा खुवाइन्छ, र काट्ने संयन्त्रले यसलाई खाली ठाउँमा काट्छ। त्यसपछि, क्ल्याम्प कन्भिङ मेकानिजमले क्रमशः यसलाई जम्मा प्रेसिङ र पंचिङ स्टेशनहरूमा गठन गर्न पठाउँछ।
चिसो हेडिङ विधिमा, कोल्ड हेडिङ मेसिनहरूलाई तिनीहरूको पावर ट्रान्समिशनको विभिन्न मोडहरूको आधारमा दुई प्रकारमा विभाजन गर्न सकिन्छ: मेकानिकल ट्रान्समिशन र हाइड्रोलिक ट्रान्समिशन। त्यहाँ दुई प्रकारका मेकानिकल प्रसारणहरू छन्: म्यानुअल र इलेक्ट्रिक। इलेक्ट्रिक र म्यानुअल चिसो हेडिङ मेसिनहरू 4-5mm व्यास भएको चिसो हेडिङ लो-कार्बन स्टिल तारहरूको लागि उपयुक्त छन्। हाइड्रोलिक प्रसारणलाई यसको कार्यसम्पादनको आधारमा दुई प्रकारमा विभाजन गर्न सकिन्छ: हाइड्रोलिक स्टिल तार चिसो हेडिङ मेसिन र हाइड्रोलिक स्टिल बार चिसो हेडिङ मेसिन।